
Норийные болты предназначены для неподвижного соединения конструктивных элементов машин и агрегатов. Номенклатура этих изделий весьма разнообразна, большинство из них универсальны, однако существуют специальные виды крепежа, имеющие конструктивные отличия, обусловленные эксплуатационными требования.
Для оформления заказа на изготовление норийных крепежей, отправьте чертежи нам на почту izg-izg@yandex.ru По всем вопросам звоните 8-800-250-93-78. Доставка по всей России, возможен самовывоз с территории предприятия. Работаем по счёту или договору, с физ. и юр. лицами.
Почему выбирают ООО «Изготовил.ру»?
- Высококвалифицированные специалисты.
- В компании ООО «Изготовил.ру» работают только высококвалифицированные инженеры и операторы станков с числовым программным управлением. Наши сотрудники имеют значительный опыт в изготовлении норийных болтов, что позволяет нам гарантировать высокую точность и качество производимых метизов.
- Оперативная доставка по всей России.
- Мы понимаем важность времени в производственном процессе, поэтому наша компания обеспечивает быструю и надежную доставку по всей территории России. Наша логистическая система позволяет нам оперативно доставлять заказанные детали в любой регион страны, сохраняя при этом высокое качество и целостность продукции.
- Собственное производство.
- ООО «Изготовил.ру» – это компания с собственным производством, что дает нам возможность контролировать весь процесс изготовления от начала до конца. Мы исключаем посредников, что позволяет нам устанавливать выгодные цены на наши болты. Прямое сотрудничество с клиентом и отсутствие дополнительных наценок обеспечивают конкурентные цены без потери качества.
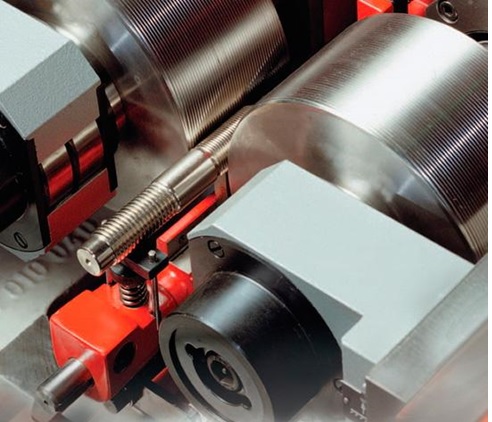
- Современное оборудование.
- Мы располагаем современными и высокоточными токарными станками ЧПУ, что обеспечивает высокую производительность и точность при изготовлении элеваторных болтов.
- Строгий контроль качества.
- Контроль качества (ОТК) в ООО «Изготовил.ру» – это не просто формальность, а важнейший этап производства. Каждый элемент, каждый болт проходит тщательную проверку на соответствие стандартам и чертежам. Это позволяет нам уверенно заявлять о высоком качестве нашей продукции и предоставлять гарантии на все изделия.
Наше производство Контакты Заказ и доставка
болты норийные М8
|
от 80 рублей за шт. |
Норийные болты М10 ГОСТ 7811-7074
|
от 98 рублей за шт. |
Болты норийные М10 DIN15237 |
от 98 рублей за шт. |
Болты норийные М12 DIN15237
|
от 115 рублей за шт. |
Болты элеваторные из нержавеющей стали
|
от 185 рублей за шт. |
Шайбы норийные тарельчатые DIN15237
|
от 28 рублей за шт. |
Цинковое покрытие метизов
|
от 60 рублей за кг |







Примером таких изделий служат: рым-болт, анкерный, фундаментный, призонный, откидной, ступенчатый, а также норийный болт.
Термин «норийный» происходит от нории – ковшового конвейера (от арабского «наора» – водокачка) подъёмно-транспортного устройства, предназначенного для сыпучих грузов или жидкостей. Основной рабочий элемент – ковш, закреплённый на транспортерной ленте (реже – на цепи). Одной из разновидностей нории является ковшовый элеватор.
Чаще всего эти механизмы используют в пищевой промышленности в устройствах для транспортировки разного рода грузов, например: зерно, крупы, сахар, мука, солод, семена, соль, чай, замороженные продукты, крупы.
Кроме того, они нашли применение в строительном производстве на бетонных заводах для транспортировки порошкообразных грузов: гипса, извести, и цемента.
В сельском хозяйстве с помощью норий подают кормовые смеси на животноводческих комплексах, загружают зерно в бункеры посевных агрегатов.
На предприятиях химической промышленности их используют для подачи гранулированных порошков (например, полимеров). В горной промышленности ковшовые конвейеры перемещают выбранную породу, руду, уголь и т.п.
Функциональное назначение и область применения
Принцип работы этого оборудования заключается в следующем: в приёмную секцию (башмак) попадает сыпучий материал, засыпанный через воронку. После того он захватывается черпаками и поднимается наверх к головке, состоящей из основания и крышки. К основанию закреплены привод и барабан, второй барабан расположен внизу, в приемной секции. По барабанам перемещается бесконечная лента.
Привод вращает барабаны и ленту с черпаками, закреплёнными на ней. Далее под действием центробежных сил и силы тяжести транспортируемый материал высыпается в разгрузочную ёмкость и покидает погрузочный механизм, а пустые ковши возвращаются в приемную секцию.
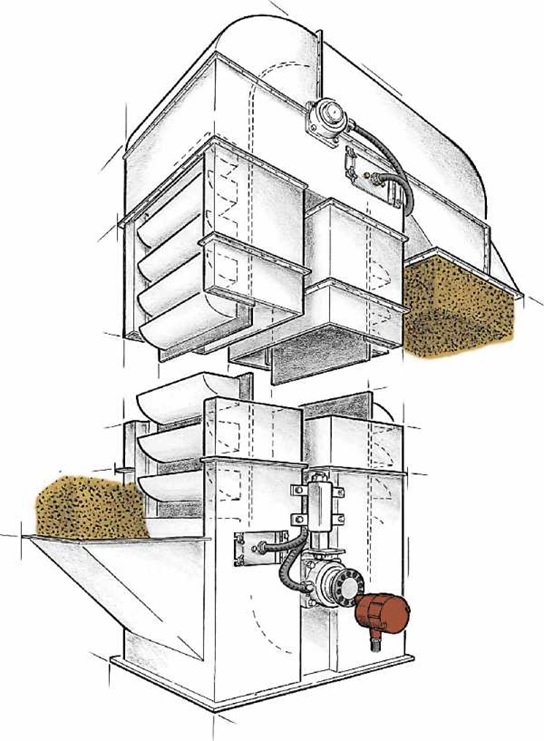
Ковшовая нория. Общий вид
Чтобы исключить задержки и повреждения барабанов головками крепежных элементов важно, чтобы поверхность ленты была гладкой, не имеющей выступов, для чего болт крепления ковшей необходимо спрятать – привести на один уровень с поверхностью ленты. Поэтому для установки ковшей и других элементов на конвейерной лене используют специальный крепёж.

Пластиковый норийный ковш с отверстиями для крепления
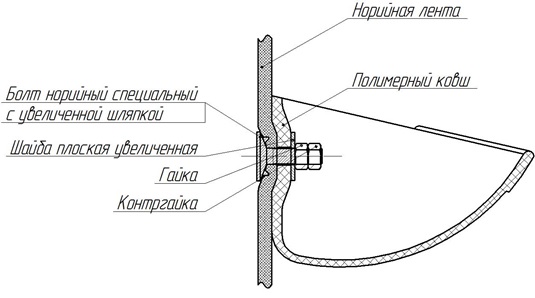
Схема крепления ковша к норийной ленте с помощью болта с потайной головкой
Эти крепёжные изделия получили название по тому оборудованию, в котором они используются – норийные. Кроме того, существуют другие термины-синонимы: элеваторные, транспортёрные, конвейерные, ковшовые болты.
По сравнению с обычным крепежом, норийные болты имеют ряд особенностей: исключается возможности прокручивания и торможения конвейерной ленты за счёт особой конструкции крепежа; обеспечивается оперативность монтажа подъёмного устройства за счет конструкции головки болта обеспечивающей его фиксацию без использования слесарно-сборочного инструмента.
Важно отметить, что эти крепёжные изделия имеют относительно невысокую цену.
Конструкция и размеры
Конструкция норийных болтов отличается от обычного крепежа. Согласно ГОСТ 27017-86, обычный болт представляет собой цилиндрический стержень, имеющий на одном конце – резьбу, на другом – шестигранную, квадратную или иную головку. Винт – это стержень с резьбой и головкой, которая захватывается (поворачивается или фиксируется) с помощью отвёрток, шестигранных (имбусовых) ключей, ключей-звёздочек и т.п.
Норийный болт, в сущности, представляет собой винт с потайной головкой, на которой расположены элементы, препятствующие провороту, поэтому для захвата его головки инструмент не требуется.
Конструкция элеваторного болта, как и универсального крепёжного изделия, представляет собой стержень с головкой. Форма головки имеет особенности: сторона, противоположная торцу, выполнена в форме полусферы или усечённого конуса с усами (шипами) или подголовком квадратной формы, предотвращающими проворачивание после болта во время затяжки при сборке болтового соединения. Торец болта плоский. На стержне нарезана метрическая резьба с крупным шагом. Благодаря своей конструкции болт надёжно закрепляет ковш, изготовленный из стали или полимера, на резинотканевой ленте.
Конструкция, размеры, материал, из которого изготавливаются эти крепёжные изделия, а также технология металлообработки и нанесения покрытий нормируются стандартами.
В Российской Федерации производство норийных болтов регламентируется ГОСТ 7785-81 и ГОСТ 7786-81.
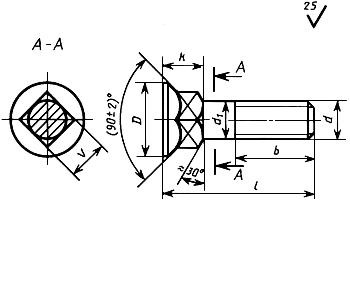
ГОСТ 7785-81 определяет размеры и конструктивное исполнение болтов с усом и потайной головкой. Согласно стандарту, эти крепёжные изделия имеют диаметр от 4 до 24 миллиметров, класс точности их изготовления – «С» грубый, согласно ГОСТ ISO 4759-1-2015.
Болты класса «С» устанавливают «по месту», без расчётов, диаметр отверстия на два-три миллиметре больше, чем у стержня. Это упрощает постановку крепежа при незначительном несовпадении осей крепежных отверстий смежных конструктивных элементов. Если к такому соединению прикладывается внешнее усилие, возможно возникновение незначительных перемещений, которые обуславливаются зазорами между болтами и отверстиями в сопрягаемых элементах. Эти перемещения не влияют на работоспособность машины.
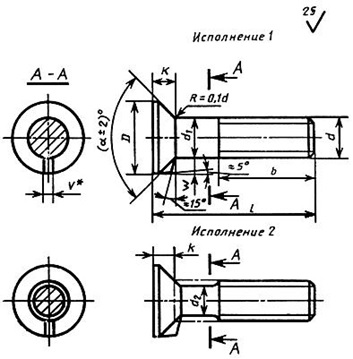
Конструкция и размеры болтов с усом и потайной головкой (ГОСТ 7785-81)
Боковые грани уса выполняются с уклоном не более 5°.
В стандарте содержатся:
- таблица зависимости диаметра и высоты головки, ширины и высоты уса, а также длины резьбы от номинального диаметра болта;
- указания на ГОСТы, касающиеся методов контроля и технических требований, по которым выпускаются крепёжные изделия;
- таблица зависимости массы болта от его размера;
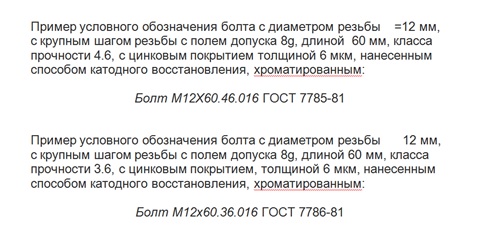
- указания на классы прочности, по которым изготавливаются болты: 6, 4.6, 4.8, 5.6 и 5.8.
- примеры условных обозначений.
Конструктивно аналогичные болты выпускаются по стандарту DIN 604
Производство норийных болтов с потайной головкой регламентируется ГОСТом 7786-81. Особенностью конструкции этих крепёжных изделий является наличие квадратного подголовка.
По структуре этот нормативный документ аналогичен предыдущему стандарту, отличие заключается только в том, что помимо перечисленных классов прочности, выпускаются болты класса 8.8.
Конструкция и размеры болтов потайной головкой и квадратным подголовком (ГОСТ 7786-81)
Условное обозначение болтов, согласно отечественным стандартам, включает несколько позиций: диаметр, поле допуска, длину, класс точности, вид и толщину покрытия.
Болты с квадратным подголовком требуют для установки обработанное квадратное отверстие, поэтому их используют только для соединения металлических элементов конструкций.
Европейский стандарт на аналогичный вид крепежа устанавливает DIN 15237 1980-01. Основным отличием норийных болтов din является: сферическая опорная поверхность головки; наличие двух выступов (шипов) для фиксации; больший диаметр головки, так как использование крепежа ориентировано на установку в резино-тканевую транспортёрную ленту.
При монтаже болтов их устанавливают в ленту со стороны, прилегающей к барабанам конвейера, а ковш закрепляют с обратной стороны через шайбу увеличенного диаметра и гайку. Для предотвращения самоотвинчивания, поскольку при работе, как правило. возникают вибрации гайки следует применять самоконтрящиеся, либо устанавливать с использованием фиксаторов резьбы. В крайнем случае, ставить контрящие гайки.
Европейское обозначение проще: указывается диаметр и длина изделия.Например: болт DIN 15237 М10х30.
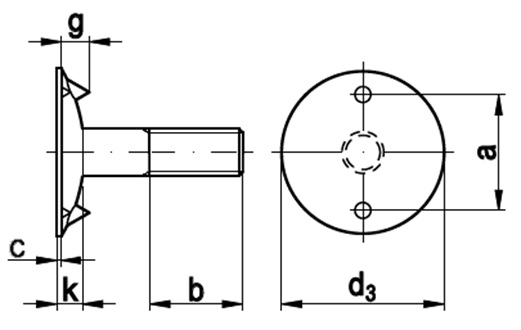
Норийный болт (DIN 15237 1980-01)
Так как ковш зачастую выполнен из тонкого листа, для его крепления к ленте используют не плоские, а сферические стальные шайбы, увеличивающие площадь поверхности соприкосновения и уменьшающие вероятность разрыва тонкого металла в зоне отверстия. Их делают из листовой малоуглеродистой стали методом холодной штамповки.

В Российской Федерации можно купить норийные болты в ООО «ИЗГОТОВИЛ.РУ», выпущенные по соответствующим нормативным документам.
Материал и технология производства
Выбор материала, из которого изготавливаются норийные болты, осуществляется в соответствии с классом точности, регламентированных ГОСТами на конструкцию и размеры изделий. Класс прочности гайки соответствуют классу прочности болта. Для классов 3.6 и 4.8 – сталь 10, 10кп; для 4.6 – сталь20; для 5.6 – 10, 10кп, 20, 20кп; для 5.8 –30, 35; для 8.8 – 35 ,35Х, 38ХА, 45Г, 40Г2,40Х, 30ХГСА, 35ХГСА, 16ХСН, 20Г2Р, а а также коррозионно-стойкие стали А2 и А4.

Транспортёрный болт в комплекте с гайкой и сферической шайбой
Стали 10, 10кп, 20, 20кп, 30,35 относятся к категории конструкционных качественных углеродистых сталей. Характерной особенностью этих материалов является сниженный процент вредных примесей – серы и фосфора – и относительно невысокое содержание углерода. Число в марке указывает на приблизительное количества этого элемента в сотых долях процента. Точное значение указано в стандарте на технические требования – ГОСТ 1050-2013:10 и 10кп – от 0,07 до 017% С; 20 и 20кп – от 0,17 до 0,24% С;30 – от 0,27 до 0,35% С; 35 – от 0,32 до 0,40%С.
Обозначение «кп» – «кипящая» – указывает на технологию выплавки (существуют также «сп» – спокойные и и «пс» – полуспокойные). Несмотря на одинаковое содержание углерода и приблизительно равную прочность, они различаются пластичностью за счёт отличия в содержании кремния. В кипящих сталях менее 0,05% Si, поэтому они более пластичны, и за счёт этого лучше штампуются. Однако из-за повышенного содержания газов такие материалы более склонны к старению и хладноломкости.
Прочность качественных сталей с содержанием углерода от 0,07 дл 0,4% находится в пределах от 335 МПа до 410 Мпа, твердость по Бринеллю от 163 НВ до 179 НВ.
Стали 35Х, 38ХА, 45Г, 40Г2,40Х, 30ХГСА, 35ХГСА, 16ХСН, 20Г2Р относятся к низколегированным. Все они выпускаются только спокойными. Химический состав этих материалов включает в себя легирующие добавки: хром, кремний, марганец, никель, бор. Буква «А» в маркировке указывает на высокое качество за счет сниженного количества вредных примесей. Прочностные характеристики этих сталей: sв от 500 до 1000Мпа, твёрдость: от 187 до 300НВ по Бринеллю.
Кроме того, норийные болты делают из нержавеющих сталей 10Х17Н13М2 (А4) и 08Х18Н10 (А2). Стойкость к коррозии объясняется образованием на поверхности болта пассивной плёнки оксида хрома. Химический состав этих материалов сходен: 10Х17Н13М2: до 0,1%С, от 16 до 18 % Cr; от 12 до 14% Ni; от 2 до 3% Мо; 08Х18Н10: до 0,08%С, от 17 до 19 % Cr; от 9 до 1% Ni. Прочность коррозионностойких варьируется сталей от 215 до 410 МПа, твёрдость – около 170 НВ.
Технологический процесс производства норийных болтов включает несколько операций.
- Холодная объёмная штамповка.
- Накатка резьбы.
- Термическая обработка.
- Нанесение защитного цинкового покрытия (за исключением нержавеющих сталей).
Техпроцесс для шайбы включает вырубку, вытяжку (для сферических шайб) и цинкование.
- Холодная объёмная штамповка выполняется в закрытом штампе. Сущность этой технологической операции заключается в изменении формы заготовки (прутка) под воздействием усилия, развиваемого пуансоном.
Для этого пруток предварительно очищают от ржавчины путём погружения в раствор кислоты, а затем промывают водой. Непосредственно пред штамповкой заготовку покрывают защитным составом. Процесс штамповки осуществляется без нагрева. Конструктивные элементы (усы, подголовник) получаются в процессе выполнения этой операции.
Особенностью высадки является многократное ударное нагружение, при котором увеличивается поперечный размер и одновременно с этим уменьшается длина заготовки.
2. Накатку резьбы выполняют, как правило, на резьбонакатных полуавтоматах или автоматах. Процесс формирования резьбы происходит в процессе пластической деформации заготовки посредством вдавливания в неё специального резьбонакатного инструмента (плашки, ролики, резьбовые сегменты и др.). При накатке происходит поверхностная пластическая деформация – наклёп, поэтому после этой операции выполняется термическая обработка.
3. Термическая обработка болтов производится с целью их упрочнения. Для этого изделия из углеродистых и низколегированных сталей подвергают закалке и высокому отпуску. При закалке сталь нагревают до температуры от 840 до 870 °С, выдерживают заданное время и охлаждают со скоростью выше критической в масле или воде (в зависимости от марки материала).
Для снятия закалочных напряжений применяют высокий отпуск при температуре 620 – 680 °С, выдержке в течение получаса и медленном охлаждении на воздухе. При этом несколько снижается твёрдость, но повышается пластичность материала.
Нержавеющие стали подвергают высокотемпературной закалке при 1020 – 1100 °С и отпуску-старению при 500 – 700 °С.
4. Вид защитного покрытия, наносимого на болты, регламентирует ГОСТ 1759.0-87. К ним относятся: кадмирование, никелирование, хромирование и др, однако, на практике чаще всего прибегают к цинкованию.
Защита от коррозии посредством нанесения цинкового покрытия происходит вследствие того, что в паре «железо-цинк» последний является анодом, потому при коррозионыых процессах разрушается не железо, а цинк (до тех пор пока сохраняется его слой). Толщина оцинкованного слоя для крепёжных изделий, работающих в средних условиях эксплуатации, составляет от 9 до 12 микрометров.
При горячем цинковании флюсованные болты опускают в горячую ванну, наполненную цинком, нагретым до 450° С. Время нахождения в ванне, а также скорость подъёма регламентируется требуемой толщиной покрытия.
Термодиффузинное цинкование заключается в погружении заготовок в контейнер, содержащий соединение на основе цинка, который устанавливают в печь, нагретую до 280 – 380 °С. В течение нескольких часов, происходит вращение контейнера. В это время осуществляется насыщение поверхности цинком.
Перед проведением цинкования изделия обязательно подвергают обезжириванию, травлению. После завершения процесса крепёж просушивают на воздухе.
Норийные болты выпускаются с покрытием и без него. Купить эти крепёжные изделия можно в различной комплектации. Как правило, они продаются вместе с шестигранной гайкой и шайбой. По заказу поставляются самоконтрящиеся гайки.