Изготовление гаек: виды, материалы, особенности

Гайка – деталь разъемного соединения, которая вместе с винтом, шпилькой или болтом скрепляет элементы конструкции. Изделие состоит из отверстия с резьбой и головки. Форма детали может быть выполнена по Гост или Дин под стандартный ключ.
Некоторые гайки изготавливаются в ООО «ИЗГОТОВИЛ.РУ» по уникальной технологии и конструкции и используют индивидуальные ключи или фиксируются без ключа.
Производим гайки от М2 до М480. Высылайте заявку на [email protected]. Ответим по цене и срокам уже сегодня!
Многообразие гаек, описание видов изделий
Большинство разборных узлов машин, механизмов собирается при помощи соединения болт (винт, шпилька) с гайкой. Разнообразие соединяемых частей конструкций привело к изготовлению различных стандартных и специфических форм головок и резьбы внутри этой детали. Какие бывают гайки и как их изготовить рассмотрим в статье.
Рис 1. Общий вид гаек

Основные виды
Развитие отраслей промышленности приводит к появлению новых форм, размеров и вариантов крепления этих метизов. Классификация видов гаек дополняется также применяемыми материалами для их производства:
- самая распространенная шестигранная гайка ГОСТ 5927-70 и соответствующая DIN 555, ISO 4034. Массовое производство дает низкую себестоимость, удобство фиксации рожковым, разводным ключом, а также накидной головкой. Соответствие стандартов делает возможным беспроблемную замену (импортозамещение) деталей на оборудовании производителей разных стран;

Рис 2. Шестигранная гайка
- колпачковая. Гайки, чаще шестигранные, имеют сферическую глухую вершину закрывающую резьбу ответного метиза. Купол предохраняет резьбу от воздействий, несет декоративную функцию, а также защищает от зацепа. Такие изделия имеют хорошее химическое покрытие. В куполе некоторых вариантов устанавливают нейлоновое кольцо затрудняющее самопроизвольное раскручивание в вибрирующих конструкциях. При использовании необходимо контролировать глубину резьбы гайки и выход стержня;

Рис 3. Колпачковая гайка
- Барашковая гайка. Внешняя окружность изделия имеет «уши», либо насечку или поверхность как у вентиля для оперативного закручивания руками. Создан для сборки временных переностных конструкций или для быстрого соединения трубопроводов и емкостей. Широкое распространение получила комбинация пластикового барашка и металлического сердечника для скоростного соединения трубопроводов и гибких шлангов;

Рис 4. Барашковая гайка
- гайка с фланцем. Привалочная плоскость такого изделия значительно больше площади вершины. Это позволяет надежно фиксировать большие металлические или фанерные листы при сооружении монолитной опалубки в строительстве или при соединении труб разного диаметра (американка) в водяном и газовом снабжении. Накидные гайки разной конструкции тоже можно отнести к этому виду.

Рис 5. Гайка с фланцем
Важно. При использовании купольных гаек внимательно согласовывать длину вылета болтов и длину резьбы внутри нее. У накидных изделий критично сочетание диаметров соединяемых трубопроводов. Необходимо контролировать также тип и размер резьбы и крепление.
Специализированные гайки
Для нужд различных отраслей промышленности выпускаются изделия, несущие кроме функции создания разъёмного соединения дополнительные опции.
Рым-гайка представляет собой изделие, корпус которого отлит вместе с кольцом, перпендикулярно соединяемым поверхностям. Кольцо позволяет затягивать соединение с большим усилием без ключа и транспортировать собранный агрегат при помощи грузоподъемных средств.
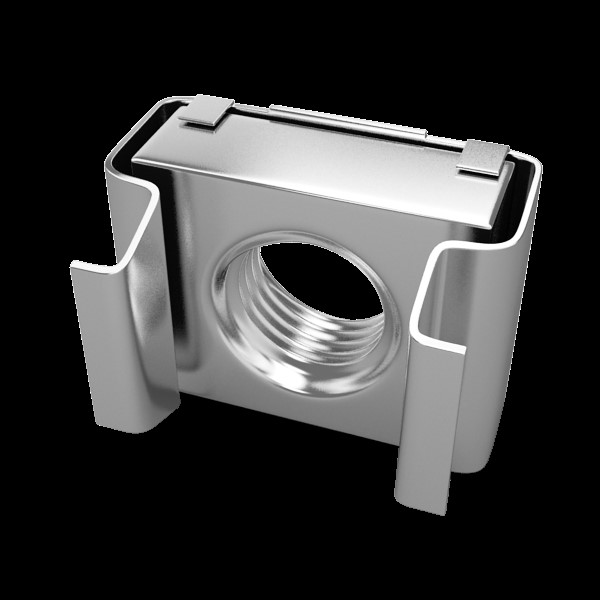
Рис 6. Специализированная кузовная гайка
Квадратная форма головки гаек исключает проворот после установки ее в подготовленное по размеру отверстие. Это позволяет обходиться без использования ключа при монтаже в глухие отверстия. Оснащенные дополнительной скобой из металла квадратные гайки получили распространение при кузовных сборочных работах в автомобильной промышленности и сборке бытовой техники.
Для нужд мебельной и деревообрабатывающей отрасли на производстве в подготовленные отверстия вставляют рифленые забивные гайки. Находит применение крепеж врезной, оснащенный шипами, которые врезаются в массив дерева (ДВП, ДСП). Забивные и врезные изделия облегчают сборку, продлевают срок службы и позволяют демонтировать мебель.
Ряд метизных изделий выпускаются для предотвращения самопроизвольного и бесконтрольного раскручивания соединений:
- корончатые гайки. Вариант обычного метиза, верхняя часть которого разрезана вертикальными прорезями (корона). Это позволяет зашплинтовать болт с гайкой в особо ответственном соединении. Кроме того, наличие короны позволяет запломбировать разъем для контроля от несанкционированного вскрытия;
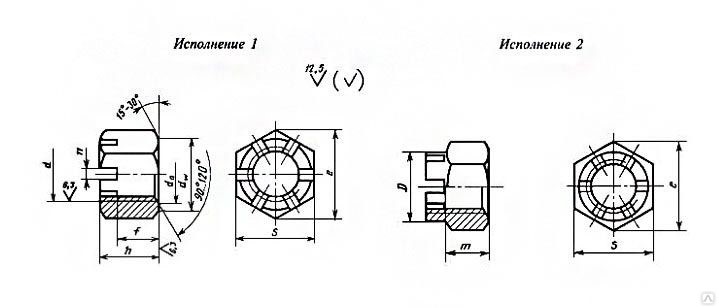
Рис 7. Чертеж корончатой прорезной гайки
- антивандальные изделия. Головка утоплена в соединяемую поверхность и сделана под нестандартный ключ. Такое соединение трудно разобрать;
- круглые и приварные метизы для создания долговременных соединений в электротехнической промышленности.
Существует множество самоконтрящихся, потайных и секретных гаек в автомобильной и сантехнической отраслях и список растет постоянно.

Рис 8. Секретные гайки
Стандарты изготовления, характеристики, размеры гаек
Многообразие метизов для разных отраслей промышленности, выпускаемые в различных странах тщательно структурируется. Нормативы и требования стандартов приводятся в соответствие. Как пример, ГОСТ 5927 на наиболее распространенную шестигранную гайку соответствует немецкому стандарту DIN 934. Основные габаритные размеры и веса сведены в таблицу 1.
Таблица 1. Шестигранные гайки
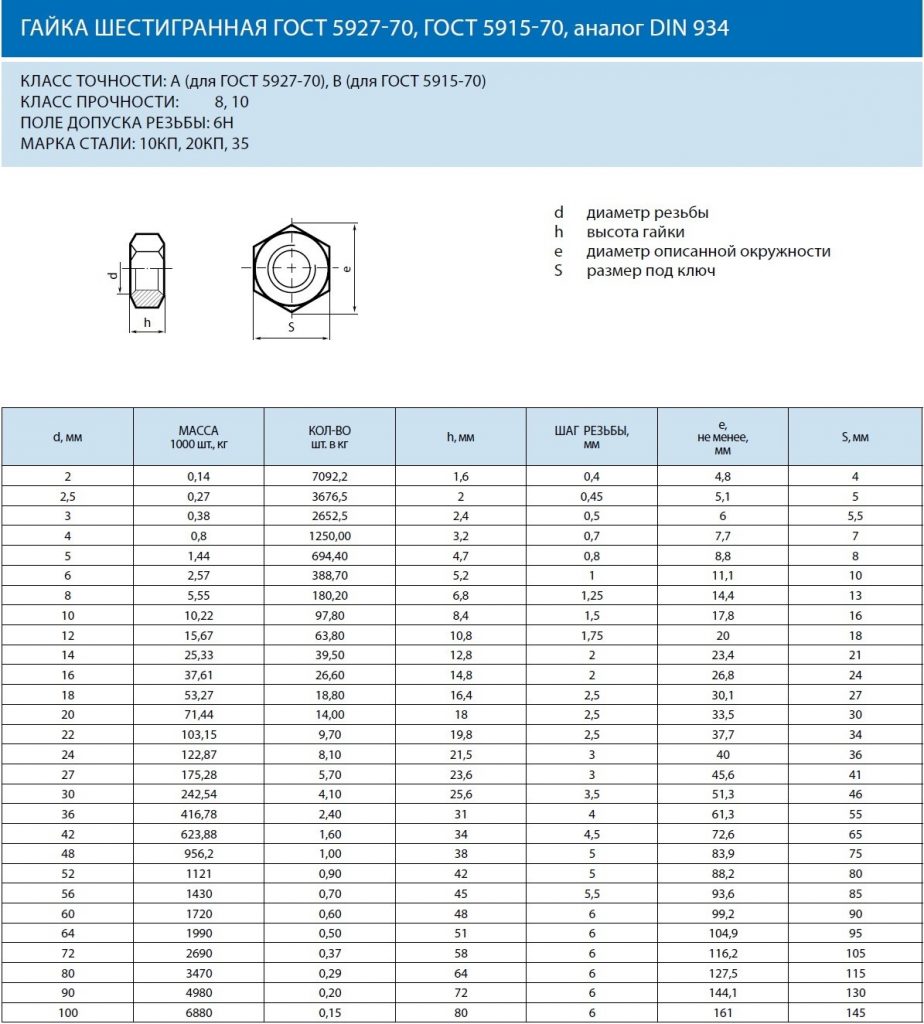
В таблице приведены характеристики основной шестигранной гайки, то есть когда высота h = 0,8d (d – диаметр резьб).
Для низких по высоте гаек h = 0,5-0,6 d, обязательны требования ГОСТ 5916 70 соответствующие стандартам DIN 439 и DIN 936.
Метизы с высотой в 1,5 диаметра стандарта DIN 6330 согласованы с ГОСТ 15523-70. Удлиненные высокопрочные гайки, когда высота в 3 раза больше диаметра, имеют габариты и массы по DIN 6334 или ГОСТ 22354 77.
В нормативных документах по каждому виду гаек указаны класс точности, вес, класс прочности, габаритные размеры. Кроме того, они производятся из различных материалов, имеют отличающуюся технологию производства, химического покрытия и маркировку.
Большое количество специализированных метизов выпускается по отраслевым стандартам ОСТ или заводским ТУ.
Основные методы изготовления крепежа, оборудование для производства
Производство гаек зависит от отрасли промышленности, объемов и номенклатуры выпускаемой продукции, материала для изготовления гаек. При наличии стабильных заказов крупных партий применяются современные технологии термообработки и химического покрытия изделий. Станки для высадки и накатки резьбы высокой производительности подбирают под выбранный метод формирования продукции. Для больших заводов есть два современных способа производства гаек.
Холодное объемное штампование
Для крупносерийного производства сырьем служит проволока-катанка из материала нужного химического состава. Технологический процесс объемного штампования состоит из последовательности следующих операций:
- очистка проволоки от окалины, ржавчины и грязи, промывка в растворе и нанесение фосфатного покрытия для облечения штамповки;
- протяжка через калибровочное устройство для контроля диаметра и выравнивания катанки из бухты;
- нарезание заготовок в нужный размер в узле резания. Точность в соблюдении их длины и диаметра снижает количество брака;
- подвергая заготовку обработке высоким давлением в несколько операций формируется заданная конфигурация гайки;
- прошивка отверстия требуемого диаметра с нанесением фасок;
- накатка или нарезание резьбы в автоматическом узле станка холодной высадки.
Штамповка изделий из большинства типов сырья происходит без нагрева, но из легированных сталей или с высоким содержанием углерода требуется заготовки подогревать. Для снижения усилий при штамповании необходимо подбирать смазку на этапе подготовки проволоки.
После нарезания резьбы происходят определенные ГОСТ испытания, основное из которых определение предельных нагрузок при срыве резьбы.
По желанию заказчика готовая продукция может быть подвергнута термообработке с химическим покрытием: цинкованию или хромированию для упрочнения, омеднению для нужд газовых служб или воронению.
Горячая ковка
Изготовление гаек по этому методу происходит в следующей последовательности:
- очищенные, откалиброванные в размер заготовки нагревают до 1200°С;
- пластичные прутки автоматический гидравлический молот формирует в нужную конфигурацию изделия и прошивает отверстие;
- после остывания полуфабриката до комнатной температуры автомат в среде машинного масла нарезает резьбу в гайке;
- закалка и отпуск полученных изделий для повышения прочности и сохранения достаточной пластичности.
Осуществление испытаний для подтверждения качества партии произведенной продукции проводится в соответствии с ГОСТ1759.5-87 и подтверждается сертификатом соответствия.
Различное химическое покрытие выполняется по заявке заказчика.
Штучное и кустарное производство
Мелкие партии гаек можно производить на универсальных или с ЧПУ токарных станках. Калиброванный шестигранных пруток из нужного металла просверлить, затем нарезать резьбу метчиком и придать форму резцом вполне возможно в небольших ремонтных мастерских.
Заготовка изделий сложной формы, такие как рым-гайка, изготавливаются либо литьем, либо штамповкой на обычном (не специализированном) заводском оборудовании. Последующая металлообработка на фрезерных и токарных станках доводит отливку до товарного вида.
Изготовление поштучно специализированных и секретных гаек по чертежам заказчика возможно на фрезерных станках, а если это в заводских условиях, то доступно химическое покрытие и термообработка.
Оборудование для производства гаек
Минимальный набор оборудования для производства гаек зависит от выбранной технологии.
Для холодной штамповки: многопозиционный автомат холодной высадки (количество позиций зависит от сложности конфигурации гайки), агрегат автоматической накатки резьбы.
В набор горячей ковки входит: индукционная печь с гидравлическим молотом и станок нарезания резьбы.

Рис 9. Оборудование для холодной высадки
Для обеспечения повышенной прочности и улучшения внешнего вида изделий минимальный набор дооснащается линиями термообработки (закалка и отпуск) и антикоррозийного химического покрытия (цинкования, хромирования, воронения).
Из каких материалов изготавливаются гайки
Материалом для массового производства гаек служит сталь с низким содержанием углерода.
Она пластична и хорошо поддается холодной штамповке или горячей ковки. Современные методы улучшения стали за счет химического покрытия, термообработки, напыления позволяют получать необходимый класс прочности и долговечности для любой отрасли. Низкоуглеродистая сталь доступна по цене и себестоимость изделий в массовом производстве получается низкой.
Для особых условий эксплуатации (низкая или высокая температура, агрессивные среды или высокое давление) правильный подбор марки материала крепежа, не подверженного влиянию среды допускает изготовление из нержавеющих сталей. В отдельных случаях гайки выпускают из титана, меди или их сплавов. В кислотных и щелочных средах крепеж выполняют из нейтральных к содержимому агрегатов пластмасс.
Сферы применения, советы по выбору
Главная ценность гайки – создание разборных, но прочных и надежных соединений в любых механизмах и конструкциях совместно с болтами (шпильками, винтами). Необходимость в создании разборных сооружений существуют в любой отрасли промышленности, сельского хозяйства, бытового и сантехнического оборудования.
Преимущества гаечного крепления:
- Правильный монтаж, демонтаж соединения болт-гайка не приводит к потере механизмом или конструкцией функциональных и товарных качеств.
- Грамотно выбранный вариант разъемного крепления с учетом нагрузок, среды вполне по прочности и надежности сопоставим со сваркой.
- Огромный ассортимент предложений на рынке позволяет решить любую задачу по созданию такого вида крепления.
- Цена крепежа чаще всего намного дешевле любых способов соединения узлов и элементов конструкций.
К недостаткам можно отнести габариты и массу такого крепления. При создании тяжелых конструкций возрастает количество болтов и гаек, что может существенно утяжелить сооружение.
Для изготовления гаек на заказ необходимо соблюдать следующее критерии:
- Материал соединения должен соответствовать условиям среды. Болт (шпилька, винт), гайка, шайбы изготовлены из одного металла по химическому составу во избежание электрохимической коррозии.
- Класс нагрузки, тип резьбы, форма головок болта и гайки должны быть соответствующей условиям эксплуатации.
При замене вышедшего из строя соединения необходимо соблюсти эти условия, чтобы купить аналогичный набор крепежа. Разработка вновь создаваемого крепления из большого количества болтов и гаек требует специальных знаний, поэтому лучше обратится к специалисту.
Понимание процесса изготовления гаек наступает после просмотра видео. Это лишь 1 из множества способов.