ООО "ИЗГОТОВИЛ.РУ" осуществляет изготовление деталей в Москве с 2016 года. На предприятии работаете трёх уровневая система ОТК, сертификация ИСО 9001. Чтобы получить расчет ваших изделий вышлите чертежи на izg-izg@yandex.ru.
Предложим отличные цены на производство деталей на заказ и высокое качество, точное соответствие чертежу. Все изделия сопровождаются сертификатом на металл и паспортами качества.
Смотрите подробную информацию о нашем компании по изготовлению деталей.
Изготовление деталей в Москве осуществляем на современных станках с ЧПУ фирмы OKUMA, цена нормочаса от 1000 рублей с НДС. Стоимость токарных работ на универсальных станках ДИП 500 от 500 рублей с НДС.
Производство металлоизделий в Москве на оборудовании DMG MORI, цена нормочаса работ от 1200 рублей с НДС. Стоимость фрезерных работ на универсальных станках 6Т83Ш от 750 рублей с НДС.
Производим детали по чертежам в Москве и изготавливаем: метизы, оси, втулки, штоки, контр-гайки, пуансоны, корпуса, муфты, болты, валы, гайки, промышленные ножи, закладные детали, шестерни, вал-шестерни, колеса, рычаги, стойки, серьги, скобы, штыри и другое оборудование.
1
Отгружено заказчику
Количество: 1
Материал:
Нержавеющая сталь AISI304
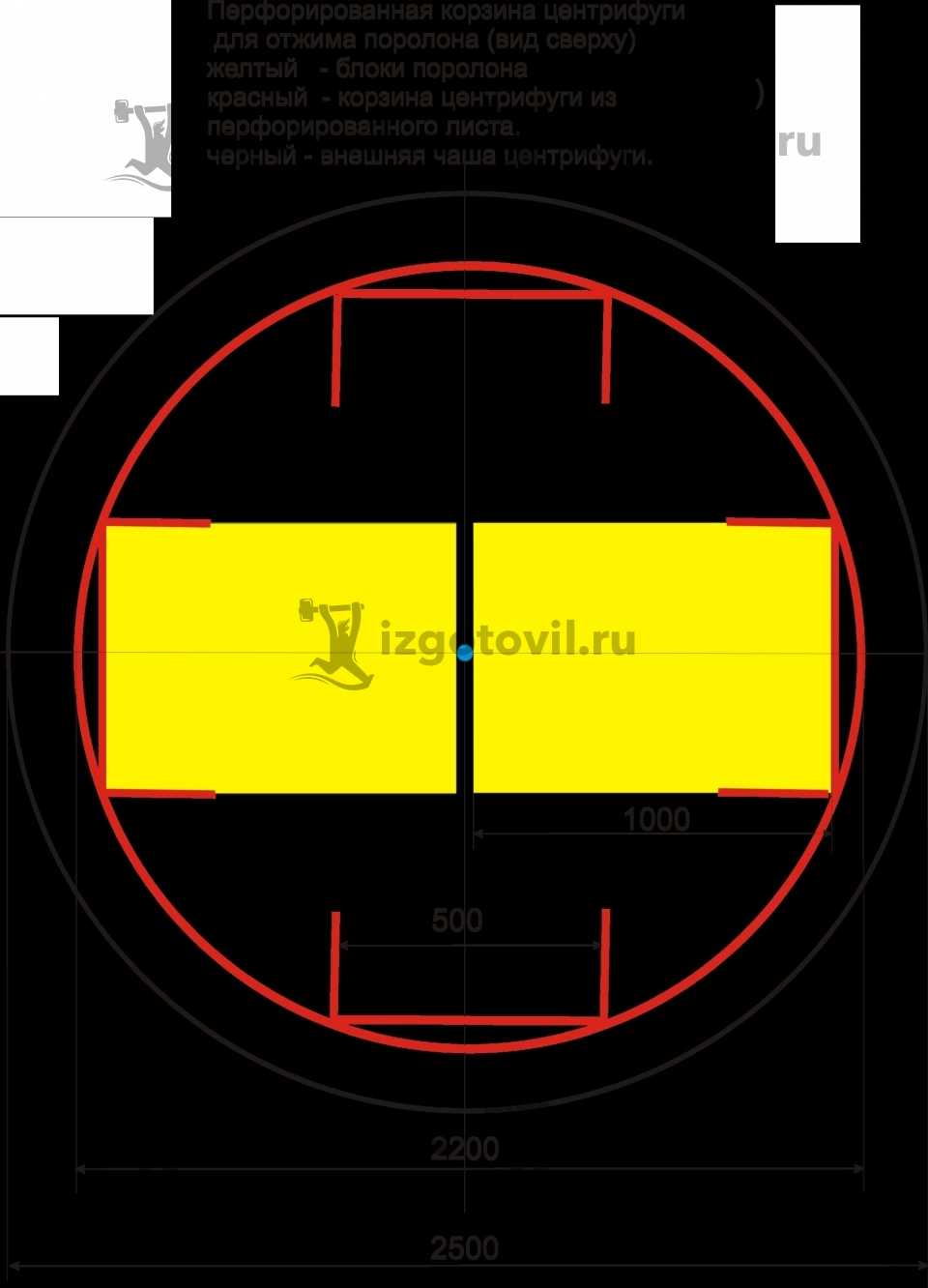
Производителю высокотехнологичной электроники требуется изготовить центрифугу с вертикальной загрузкой для отжима блоков поролона от окрашивающего раствора. Размер блока поролона (ДхШхВ)500х500х1000 мм. Вес одного блока, загружаемого в центрифугу до 30 килограмм. Количество одновременно загружаемых в центрифугу блоков от 2 до 4 в зависимости от высоты., т.е. центрифуга должна быть спроектирована на единоразовую загрузку до 120 Кг. Блоки располагаются по высоте навстречу друг другу, т.е. диаметр корзины должен быть не меньше 2200 мм, что бы уложить 2 блока максимальной длины навстречу друг другу. Внутренние поверхности корзины должны быть ровные, без выступающих частей, что бы не повреждать поролон при отжиме. Под каждым местом, где будет располагаться блок для отжима необходимо сделать прямоугольную отцентрованную поддержку блока, в виде П-образной перфорированной пластины шириной 500 мм, края карзины необходимо загнуть, что бы не попортить поролон при отжиме . Нужно предусмотреть плавный старт и плавную остановку. Таймер рабочего режима (от 1 до 10 минут) Максимальная скорость вращения центрифуги до 3000 об/мин. Регулировка оборотов от 0 до максимума. Внизу следует предусмотреть слив отжимаемого окрасочного раствора, диаметром не менее 48-52 мм с резьбой или кламповым соединением.. Необходимо предусмотреть систему промывки сетки и отжимного пространства центрифуги проточной водой. Материал изготовления — нержавейка 304 или аналог. И ещё одно требование — это возможность программировать плавный набор максимальной скорости отжима. Например в течение 1 минуты набор оборотов до 200 оборотовминуту, в течение следующей минуты — до 500 оборотов минуту, в течение следующей минуты до 1000 оборотов и т.д. Необходимо будет иметь несколько ( 5-6) программ для отжима поролона различной высоты, и начинать отжим с десятков оборотов в минуту и постепенно повышать когда отожмется основная часть жидкости, что бы избежать большого эксцентриситета на больших оборотах. Основание блоков всегда 500х500 мм. Изменяется только их высота от 100 до 1000 мм. И в зависимости от высоты и плотности окраски необходимо будет отрегулировать и настроить программы отжима для каждой из высот.
Информация об обработке детали отсутствует
Информация об особенностях детали отсутствует